油漆桶模具作为生产油漆包装容器的关键工具,其质量直接影响最终产品的尺寸精度、表面光洁度及生产效率。为确保模具质量符合生产需求,可参考以下系统化检测流程:
一、外观质量检测
- 表面光洁度检验:使用粗糙度检测仪测量模具型腔表面,确保Ra值≤0.8μm,无划痕、锈蚀等缺陷
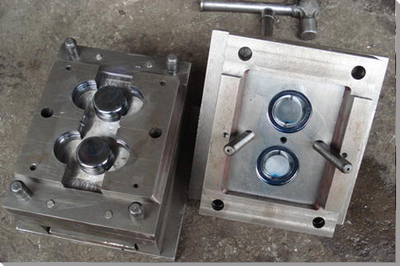
- 结构完整性检查:目视检查模具各部件无裂纹、变形,分型面配合严密无间隙
- 标识清晰度确认:核对模具编号、规格等标识应清晰可辨
二、尺寸精度检测
- 关键尺寸测量:使用三坐标测量仪检测桶身直径、高度等关键尺寸,公差应控制在±0.1mm以内
- 壁厚均匀性检测:通过超声波测厚仪多点测量,确保壁厚偏差≤0.05mm
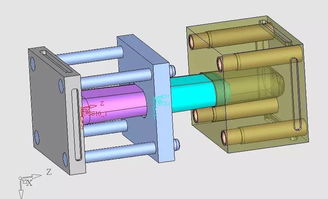
- 定位系统精度验证:检查导柱、导套配合间隙≤0.02mm
三、功能性测试
- 试模验证:在注塑机上进行实际注塑测试
- 观察脱模顺畅度,检查产品无拉伤、变形
- 验证浇注系统平衡性,确保无短射、飞边缺陷
- 寿命测试:连续生产5000次后复检尺寸稳定性
- 冷却系统检查:测量模具温度均匀性,各区域温差应≤5℃
四、材料性能检测
- 硬度测试:使用洛氏硬度计检测模仁硬度,通常要求HRC48-52
- 材质分析:通过光谱仪验证模具钢成分符合P20、718等标准要求
五、文档完整性核查
- 检验报告:确认每道工序的检测记录完整
- 合格证书:核对材料证明、热处理报告等文件
通过建立完善的检测体系,结合定期维护保养,可确保油漆桶模具持续稳定地生产出高质量产品,有效延长模具使用寿命,降低生产成本。建议每生产10000次进行一次全面检测,及时发现问题并进行维修保养。